
-
Выбор преобразователя высокочастотной установки

При медленном нагреве с меньшей мощностью распространение...
Читать полностью -
Правильный выбор частоты тока

Переход от одного активного участка к другому осуществляется...
Читать полностью -
Удельные мощности

Сложность создания секторных индукторов состоит в том,...
Читать полностью -
Процесс накатывания зубчатых колес

Индуктор устанавливается непосредственно перед накатниками....
Читать полностью -
Установка для высокочастотного нагрева заготовок

Из числа зубонакатного оборудования, предназначенного...
Читать полностью
-
Целесообразность отключения принудительного вращения

Для каждого типоразмера накатываемых зубчатых колес требуется специальная пара сменных...
Читать полностью -
Недостатки зубонакатных станов

Межцентровое расстояние в гитаре постоянно, а суммарное число зубьев зависит от числа...
Читать полностью -
Стан 300-600

Перемещение подвижного суппорта прекращается, когда расстояние между осями накатников...
Читать полностью -
Боковой зазор

Для обеспечения точной остановки подвижного суппорта в двух различных позициях на...
Читать полностью -
Конструкция стана 120-320

Стан 120-320 предназначен для горячего накатывания цилиндрических зубчатых колес из...
Читать полностью
Цикл полуавтоматической работы станка
 Рабочие циклы в станке автоматизированы, что позволяет встраивать станок в автоматическое производство. Цикл полуавтоматической работы станка осуществляется в следующей последовательности: калибруемая заготовка устанавливается и закрепляется между верхним и нижним шпинделями каретки изделия, совпадение оси зубьев заготовки с осью впадин накатного инструмента контролируется при помощи специального шаблона, после чего производится вертикальное перемещение заготовки в зону накатного инструмента.
Рабочие циклы в станке автоматизированы, что позволяет встраивать станок в автоматическое производство. Цикл полуавтоматической работы станка осуществляется в следующей последовательности: калибруемая заготовка устанавливается и закрепляется между верхним и нижним шпинделями каретки изделия, совпадение оси зубьев заготовки с осью впадин накатного инструмента контролируется при помощи специального шаблона, после чего производится вертикальное перемещение заготовки в зону накатного инструмента.
В процессе калибровки зубьев на поверхность накатников автоматически наносится технологическая смазка. При прохождении через зубокалибрующий инструмент в зоне участка калибровки заготовка подвергается обкатке и реверсу без осевой подачи.
Время калибровки контролируется при помощи реле времени.
Изготовленная деталь поступает, в зависимости от ее конструктивных форм, в нижнюю или верхнюю части станины, где происходит ее снятие.
Затем цикл повторяется.
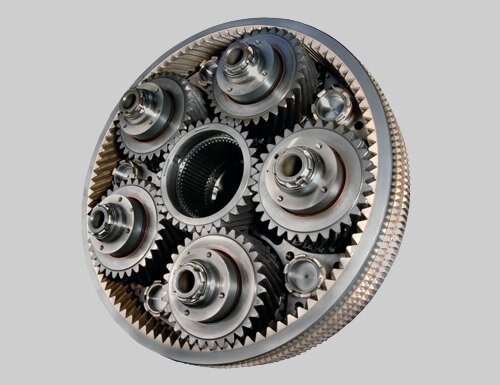
Производительность станка 60-120 деталей в час. К основным преимуществам конструкции станка относятся короткая кинематическая связь инструмент — заготовка, при которой вращение от главного привода передается непосредственно одному из трех накатников, а от последнего через синхронизирующее кольцо с внутренним зацеплением к двум другим накатникам.
Вращение накатников при помощи синхронизирующего кольца с внутренним зацеплением обеспечивает повышенную точность синхронизации и соответствующую точность калибруемых колес.
Синхронизирующее кольцо состоит из двух частей — нижнего и верхнего кольца, которые обрабатываются совместно в собранном виде.
Для повышения точности кольцо синхронизации подвергается прикатке.


